焊接方法
作者:
Monica Porter
创建日期:
21 行进 2021
更新日期:
1 七月 2024

内容
在本文中:准备工作开始焊工第三部分:完成工作
电弧焊是利用电热将两种或多种材料结合在一起的过程。尽管美国焊接协会列出了许多焊接工艺,但在本文中,我们将限于焊接电弧焊(也称为棒焊)工艺。它是最常见的焊接形式之一,具有多种用途。此过程将使您能够借助专业知识轻松实现可持续的DIY项目。
阶段
第1部分准备工作
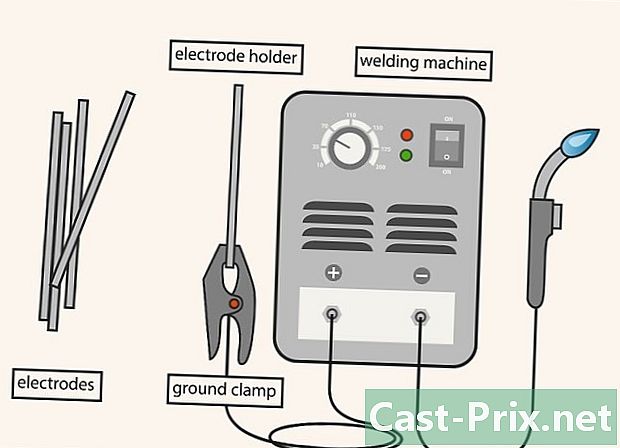
- 收集您的资料。 您必须具有焊接机,带有连接电缆的电极支架,带有接地电缆的接地夹,电极和要装配的贱金属。您还需要用锤子清除沉积物,并用钢丝刷清洁焊缝。
-
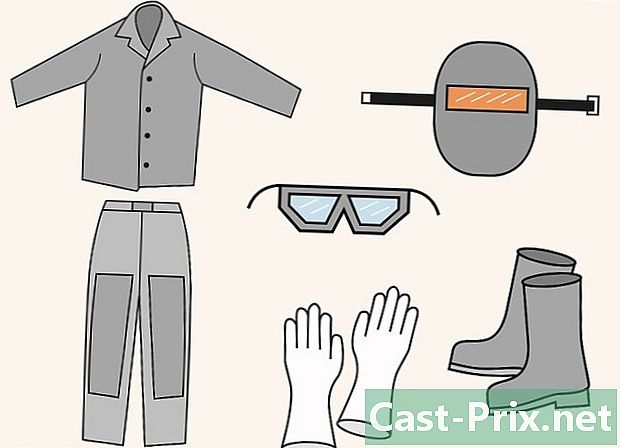
穿上安全设备。 这包括焊工头盔(阴影10或更高),焊工夹克或棉质运动衫,无袖裤子,工作靴,手套和安全眼镜。- 不穿 网球鞋或磨损的衣服或袖口长裤或针织或开口袋衬衫或无袖衬衫。
-
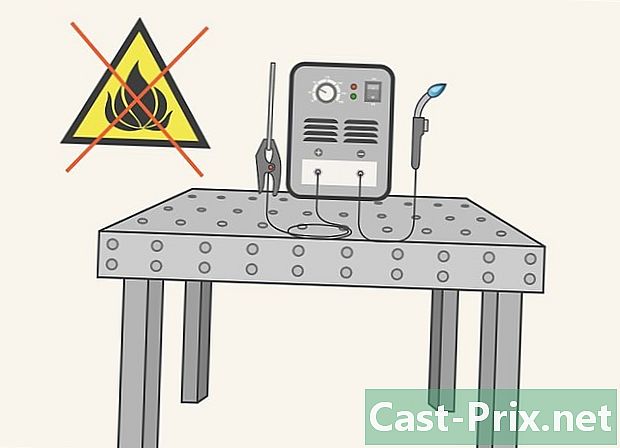
准备工作站。 清除所有易燃材料,并找到合适的工作表面。您可以将接地电缆连接到例如金属桌子上,但是大多数车间都有较大的金属部分,接地线已连接到该金属部分。- 如果有其他人在场,请在工作区域周围设置焊接帘。这将保护这些人免受紫外线(UV)的伤害。
-
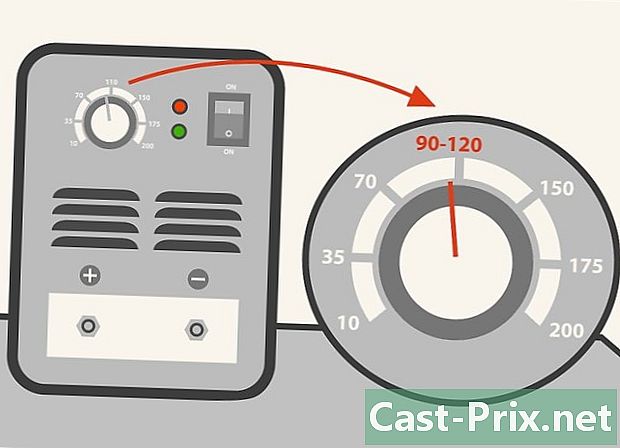
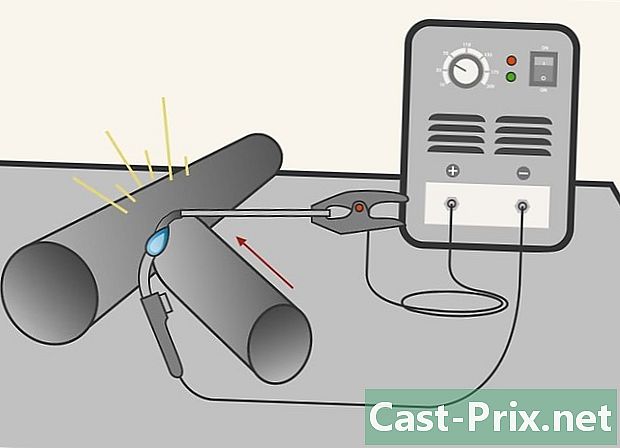
准备焊接机。 大多数焊接机非常简单。尽管应该根据母材厚度和电极直径进行调整,但您可能应该使用90至120安培的强度。 -
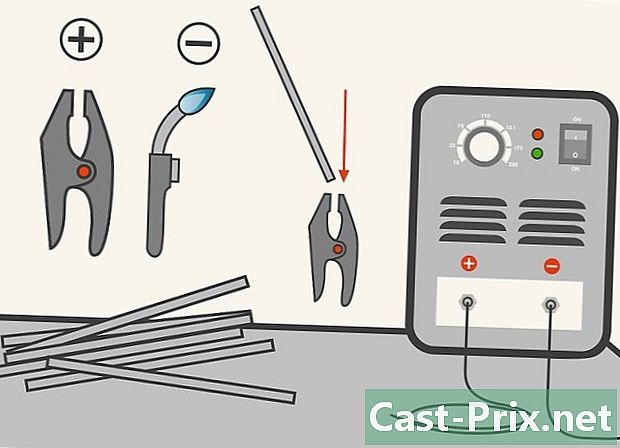
使用正确的电极。 取决于要焊接的金属的连接,当晶体从金属沉积到电极时,这被称为正极dc(CCEP)组件,这导致金属的温度升高更高。在直流负极(CCEN)中,安装效果相反。对于点焊,CCEP安装将使您的焊缝具有更大的熔深。您必须根据机器选择适合交流或直流焊接的焊条。确保电极干燥。- 在正极直流焊接(CCEP)的情况下,可以使用以下电极:E6010,E6011,E6013,E7014,E7018,E7024。对于交流电(AC),可以使用电极E6011,E6013,E7014和E7018AC。
- 电极E6010和E6011特别适用于焊接无法清洁的生锈,上漆或肮脏的金属。
- E6013电极是多用途电极;对于接缝不合适的项目非常理想。
-
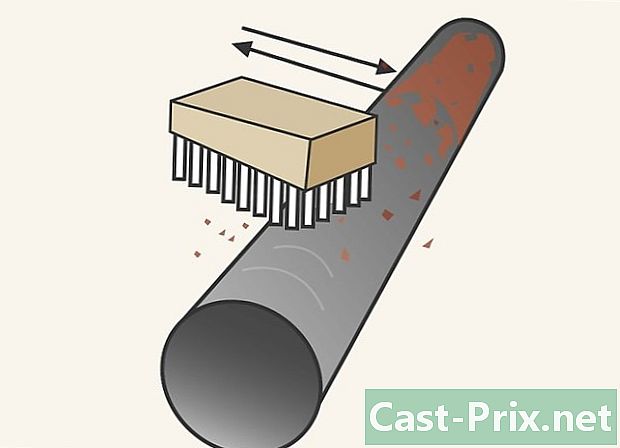
焊接前清洁金属。 这可以通过使用钢丝刷或砂轮刷洗要焊接的表面来完成。尽可能清除铁锈或油漆清除金属。- 使用花边使金属,特别是铝脱脂。
- 切勿使用氯化溶剂,因为在焊接机加热时发生的反应会立即杀死您。
- 发光的金属不一定是干净的。使用硬盘研磨机去除氧化皮层并露出金属。这尤其适用于冰川。
-
准备关节。 使用夹具和虎钳将零件固定在一起并正确调整密封。
第2部分开始焊接
-
灌注焊接电弧。 通过在基础金属上按压魔杖的尖端,然后快速向上拉动它,或者像进行火柴一样在金属上摩擦魔杖的尖端,可以实现流血。因此,您关闭了电路,这导致电流从电极流向金属。- 最现代的焊接头盔使您可以清晰地看到鼻腔的开始处,然后自动着色以保护眼睛免受紫外线(UV)的伤害。在其他较便宜的头盔或旧型号头盔上,除非使用焊接,否则请使用配备有色玻璃的遮阳板,该玻璃通常太黑而无法看穿。在这种情况下,应先确定要开始焊接的位置,然后在开始刺伤之前用另一只手将头盔向下。
-

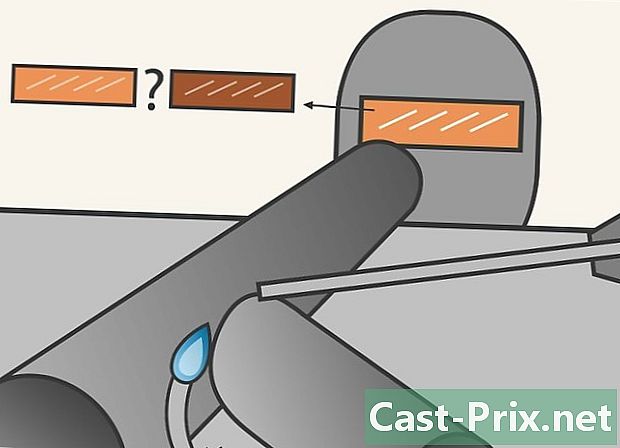
创建一个熔焊池。 当您设法保持电弧稳定时,不要注意电极的末端,而要注意熔融金属浴。为了创造一个好的浴缸,您必须等待一两秒钟,然后再开始移动电极。- 从电极的尖端到贱金属的表面,鼻孔的高度不应超过3至4毫米。必须通过将电极轻轻推向焊料熔体来保持该间隙。如果间隙扩大,将产生过多的投影。
-

开始通过金属移动熔体。 保持电极的角度接近90°。请勿将电极移动太快;通常,提前计划速度以消耗2.5厘米的焊料约2.5厘米的电极。移动焊锡槽时,您可以沿直线前进(一个 警戒线 焊接)或描述小圆圈。- 保持恒定的电弧高度非常重要,这是电极尖端与母材之间的距离。起初很难做到这一点,因为不断消耗电极。
- 继续将水浴移至关节末端。同样,请确保保持稳定的前进速度和电弧高度。
方法3第三部分:完成工作
-
完成焊接。 使电极远离金属,并使其冷却几秒钟。尽管仍然很热,但金属将失去其红色。 -

清除炉渣。 渣是焊接过程中获得的残留物。它可以保护熔融金属免受污染。渣沉积物的冷却速度与焊缝冷却速度不同,并且可能在某些地方起泡。如有必要,请使用刺锤将焊渣从焊缝上清除。- 焊接时请戴上安全眼镜,以提起防护罩以保护眼睛。
- 轻轻敲击锤子,以便不标记焊缝,从而仅缝合难以清除的炉渣。
- 用钢丝刷清洁焊缝。尽可能多地清除多余的颗粒,特别是如果您要再次通过。
-
检查焊缝。 初学者的焊缝通常质量较差,并且其抵抗力不足。但是,性能会随着实践而提高。再通过一次以纠正间隙或不完整的焊缝。 -
让金属冷却。 在实践中,将金属浸入水中会加速其冷却,但也会削弱焊缝。因此,让结构焊缝冷却到周围空气。
- 了解四个焊接位置。它们是:平坦位置,檐口位置,垂直位置和天花板位置。本文讨论了固定位置。
- 对于平焊,建议将电极以90度角放置在电极固定器中。在天花板位置,电极应直接指向外部。
- 查找您所在地区的焊接课程。您将学到更多关于焊接技术的知识,而不是本文内容所能教给您的。
- 如果您认识焊工,请让他观看您的焊缝并在完成后检查焊缝。他的观察可以帮助您纠正任何缺陷。
- 焊接电弧的光是由强紫外线(UV)制成的。长时间暴露在阳光下会导致癌症。
- 强光会伤害您的眼睛和 弧光吹 代表极其不愉快的事故。眼睛灼伤类似于皮肤上的晒伤。电弧光引起的这种燃烧会引起水泡。在眼睑拍打期间,眼球上的这些小水泡破裂,使病变暴露于周围的大气中。所产生的疼痛与盐进入眼睛后所经历的疼痛相当。随着愈合的进行,组织会再生,但是严重或反复灼伤会产生足够的疤痕组织,从而导致失明。
- 在没有设计用于焊接的保护玻璃和正确阴影的情况下,切勿直视焊接电弧。您至少需要一杯9号阴影。使用的强度越高,玻璃的不透明度和其高色相数越大。编号越深的下部玻璃适合研磨和切割。也不要忘记眼睛的属性会因人而异。深色玻璃可能适合一个人,但对于另一个从事相同工作的人来说却不够。
- 对于大多数弧焊工位,您必须遵守操作周期。这意味着焊接超过指定的时间段可能会损坏设备。大多数小型廉价焊接机的占空比为20%。运转率或占空因数表示为10分钟周期的百分比。占空比为20%的机器可以在10分钟内焊接2分钟。剩下的8分钟让机器冷却。高占空比对应于高焊接时间。最大的机器具有高达60%的占空比,相当于10分钟内6分钟的焊接时间,其余4分钟用于冷却机器。
- 保持灭火器,水桶,沙子,水管或其他合适的方法灭火。
- 如果眼睛被打击灼伤,请勿使用产品使眼睛消失 发红。受伤的眼睛的血管会扩张,使大量的血液流入以减轻灼伤。大量的血液流入眼中会导致过量的抗体和更多的氧气,从而促进愈合。自然的眼泪有助于舒缓和治愈被灼伤的眼睛。
- 有个人陪同您,以监控您的工作并提高安全性。对于初次焊接,请与经验丰富的焊工一起练习。
- 焊接机可能很危险。仔细阅读使用模式,包括 所有 警告,并采取所有步骤以确保您和周围人员的安全。不要在易燃材料附近焊接。不要焊接与燃料接触的金属,例如来自燃料箱的金属。
- 切勿在灼伤的眼睛上使用生土豆。马铃薯可能含有传染性细菌。无菌冷敷将有助于消除热量和灼热感,而不会将有害细菌引入眼睛。
- 一副安全眼镜
- 带有钳子和电缆的焊接机
- 电极
- 焊接金属
- 锤刺
- 钢丝刷
- 焊接头盔10以上
- 一副袖口焊接手套
- 一双工作靴
- 无衬裤
- 焊接外套
- 灭火器
- http://www.weldinginfocenter.org/basics/ba_06.html
- http://www.eastwood.com/stick-welding-tips-how-to-stick-weld-a-user-s-guide
- http://www.millerwelds.com/resources/articles/Selecting-the-Right-Welding-Helmet-For-You
越来越受欢迎

如何减少哭泣后眼睛的肿胀
在本文中:应用ColdCamouflage遮住眼睛 您只是哭泣,并且想要摆脱红色和浮肿的眼睛。尽管不时哭泣是很自然的事,但常常令人尴尬地表明我们哭了,有时甚至会伤害我们。有多种方法可以治疗和隐藏红色和浮肿的眼睛。 将冷汤匙涂在眼睛上。 汤匙具有理想的形状,可以将其涂抹在眼睛上,并且其低温可以使血管紧绷并紧致皮肤。这样可以缓解眼睑发红和浮肿。确保汤匙不要太冷或太冷,否则可能会损坏皮肤或进...

如何减少脸部浮肿
本文的共同作者是FNP-BC的Luba Lee。 Luba Lee是田纳西州的注册家庭护士和执业医生。她于2006年从田纳西大学获得护理学硕士学位。本文引用了17篇参考文献,它们位于页面底部。 面部肿胀可由多种因素引起,包括过敏反应,牙科保健和各种疾病,例如水肿。在大多数情况下,这种情况较轻,可以通过冷敷和抬高头部来治疗。但是,如果您有严重的肿胀,应立即咨询医生。 1 寻找可能引起肿胀的...