如何弯曲一张纸
作者:
Judy Howell
创建日期:
27 七月 2021
更新日期:
20 六月 2024

内容
在本文中:准备用虎钳弯曲薄板用虎钳弯曲薄板解决弯曲薄板期间的所有问题12
大多数情况下,文件夹用于折弯图纸,但是您也可以在没有这些设备的情况下进行折弯。如果纸张小得足以应付,您可以手动弯曲它。了解如何在不使用钣金弯曲机的情况下弯曲钣金以执行各种工作。
阶段
第1部分准备用虎钳弯曲薄板
-

完成您需要的一切。 适当的工具将帮助您快速轻松地完成工作。要用虎钳和锤子弯曲板,您需要:- 两个木块或金属块
- 一块硬木和锤子或沉重的槌(可选)
- 普通计算器或在线曲线计算器
- 一个标记
- 报告员
- 用橡胶,塑料或生皮制成的锤子
- 尺子或卷尺
- 一张
- 老虎钳
-

测量薄片的厚度。 可以使用尺子或卷尺来完成。您需要知道厚度才能计算出折叠公差。- 如果纸张太厚,则可能需要特殊的设备(例如折页机或割炬)才能将其弯曲成所需的形状。
-

计算折叠公差。 由于弯曲,片材将变形并变大。要计算金属板在弯曲角度外表面上的长度,您需要知道弯曲公差。可以使用以下公式计算:(π/ 180)×A x(RI + K×EM)=折叠公差(TP),其中A是与折叠的角度相关的角度(介于1和180度之间) ,EM是材料的厚度,RI是内半径,K是K因子(倍数阈值)。- 若要确定K因子,内半径和材料厚度值(以十进制表示),可以使用折叠计算器。
- 例如,如果要以90度角弯曲厚度为24 AWG(0.5 mm)的薄片,则计算公式为:0.017453 x 90 x(0.020 + 0.33 x 0.024)= 1.11毫米(四舍五入)。此结果是折叠阈值。
- 不要忘记,易碎金属比其他金属更多。将易碎金属弯曲超过其极限可能会破坏它。
-

标记折线。 计算折页公差后,取一个标记器和一个量角器,并画一条单独的线直到折纸的点。然后,基于计算的弯曲阈值,在曲线之间的中间距离(弯曲半径)处绘制第二条线。它们之间的距离将随着纸张弯曲而增加。 -
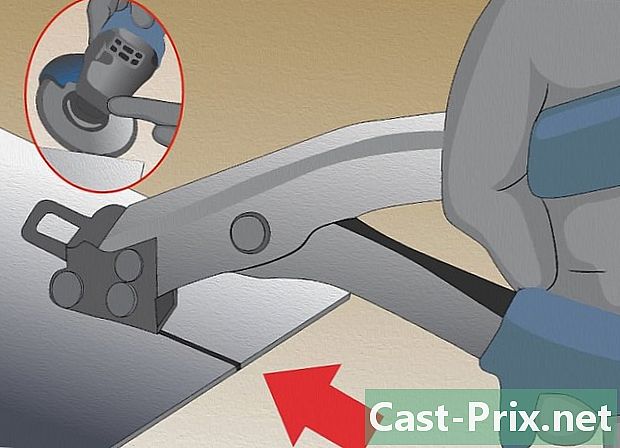
将纸张切成所需的尺寸。 建议在边缘上保留一些多余的材料(约6毫米)。切记锉打磨边缘,因为缺口和毛刺会导致金属板破裂。
第2部分用虎钳折页
-

将形状块放在虎钳中。 这些块的角应与您要折叠纸张的角度相匹配。将它们放在虎钳中,以便该角度从顶部突出。- 通常,块的边缘之一应被修圆为与弯曲半径相对应的角度,这将使您获得所需的曲线。
-

用虎钳将薄片拧紧。 将块放入工具后,必须将其牢固拧紧。确保折线的边缘是盐水。 -

握住纸张的突出边缘。 如果板的很大一部分挡住了路径,则必须将其阻塞,以防止在工作过程中无法移动,因为这可能会影响弯曲。- 请记住请朋友或同事握住床单的显着边缘。不要忘记戴手套,以免意外割伤自己。
-
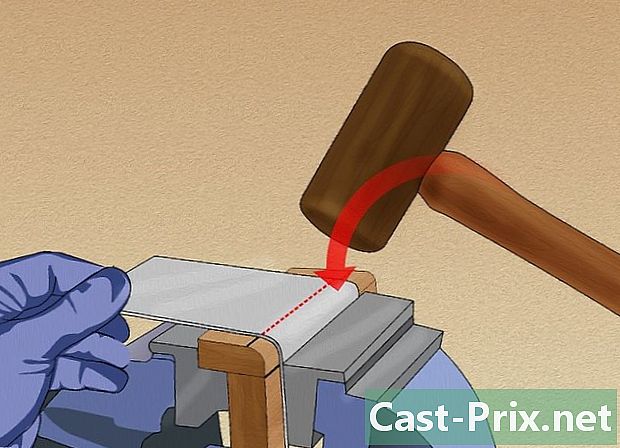
用木槌折叠盘子。 为避免损坏纸张并避免不规则,最好用橡胶,木头或皮革锤轻轻敲打。持续轻敲它,直到它向形状块弯曲,并以统一且渐进的方式呈现所需的曲线。- 开始打折的一侧。在折线之间来回逐渐移动,直到叶子弯曲到所需角度。
第3部分解决折叠纸张时遇到的任何问题
-

计算弯曲公差时,请检查厚度值。 该值的表示可能有些棘手。乍一看,与之相反,金属的厚度必须用十进制数表示,这样您的计算才是正确的。它基于板材厚度的标准。 -

再次检查折叠桌。 如果计算似乎不正确,则该错误可能来自于弯矩值。要使折痕大于或小于90度,您必须计算 互补角 所需的倍数。- 例如,要将金属板弯曲45度,必须将该数字减去180度,这将使您的弯曲角度为135度。
-

调整设置。 折叠纸张时,必须在材料上施加很大的压力。如果该套件不适合该任务,或者您没有很好地清洗它,则砌块可能会打滑,或者您可以用不同于所需的方式弯曲纸张。 -

如果板严重弯曲,请尝试加热它。 您必须格外小心和注意。如果要弯曲厚纸,可以用割炬沿折线加热,以方便弯曲。- 请记住,许多金属的熔点都很高,如果不正确使用割炬,可能会损坏金属物体或工具。
有趣的帖子
")
如何有效祈祷(基督教)
是一个Wiki,这意味着许多文章都是由多位作者撰写的。为了创建这篇文章,有29人(有些是匿名的)参加了该版本及其随时间的改进。 “……如果您不宽恕人,那么您在天上的父不会宽恕您的过犯。 “ 马太福音6:15,马可福音11:26你的祈祷得到回答了吗? 父亲,祝福你的平安我的敌人... 是明智的祈祷!许多人感到惊讶的是,某些祈祷得到了回应,而另一些祈祷甚至自己的祈祷似乎都没有得到回应。为此,您需要考虑...

如何向耶稣祈祷
本文是在我们的编辑和有资格的研究人员的协作下写的,以确保内容的准确性和完整性。 本文引用了13篇参考文献,它们位于页面底部。的内容管理团队会仔细检查编辑团队的工作,以确保每个项目都符合我们的高质量标准。 如果您想知道祈祷的生活是什么,或者只是想正确地祈祷,这篇文章在支持《圣经》的基础上,告诉您该做什么和不该做什么。您会发现有关在哪里祷告,何时祷告的信息。您将能够模拟如何根据耶稣在圣经中留下的建议祷...